球磨机筒体两端焊有L型大法兰,筒体采用整体式,采用外翻大法兰连接、止口定位,使焊缝避开应力高峰区,确保法兰的连接强度。球磨机筒体钢板材料青重在同行业率先选用Q235B,其焊接性能及抗冲击等机械性能好,球磨机衬板材质为ZGMn13,该种材料有韧性,有硬度。同时衬板尺寸公差执行国家标准GB/T6414-1999中CT9级,外形尺寸及热处理符合图纸技术要求,衬板不允许有超出图样要求的铸造缺陷。衬板外形设计消除圆周方向接缝,避免形成矿浆不良轨迹。采用光谱分析及药物化验的方法进行探伤检测。

- 对材质进行化学成分及金相组织分析,保证处理后的机械性能,提供耐磨性、冲击韧性,减少磨损。
- 有整体均匀的硬度和组织结构,高的抗冲击疲劳强度低磨损率、不变形、不破碎。
- 合理的衬板形状能提高磨机的高效利用率、增加产量、提高产品品质。
筒体的优越性:筒体采用外翻式L法兰,确保法兰的连接强度。
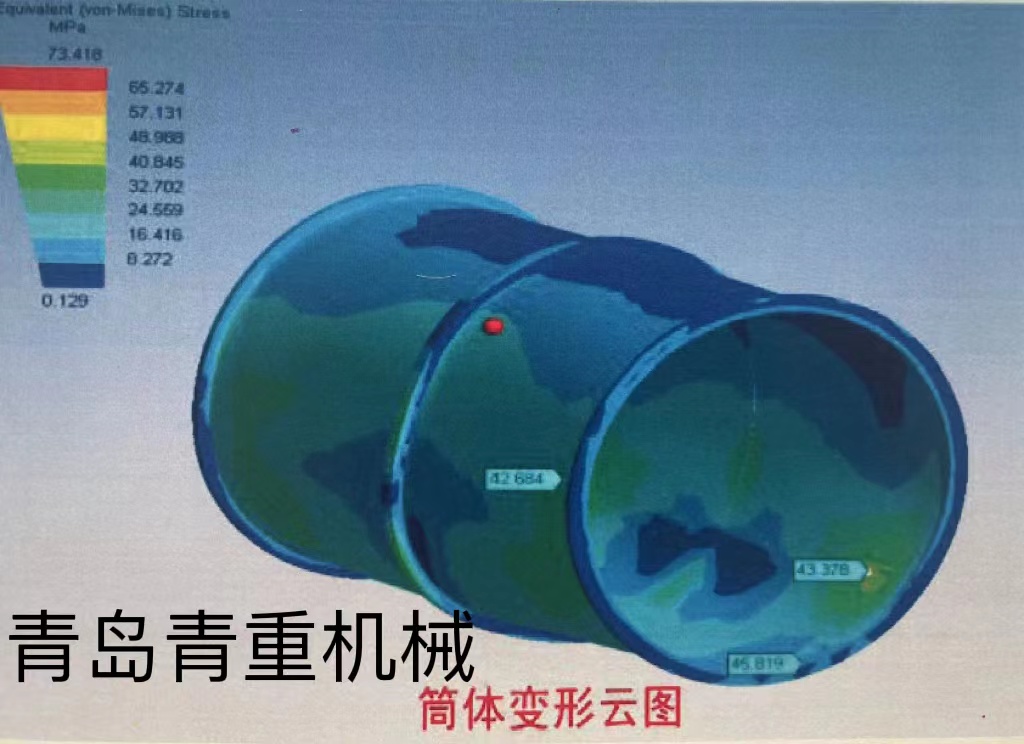
筒体由探伤板卷制,刨边机刨出焊接坡口。在大型焊接操作机上自动埋弧焊接,所有焊接超声波探伤,可以部位进行磁粉探伤,确保焊缝质量,筒体焊后整体退火,消除焊接应力。应力集中严重的人孔门,切割后经机加工,消除切割造成的微小裂纹,避免筒体出现疲劳裂纹的可能。
- 筒体焊接采用焊条(丝)抗拉强度不低于420MPa,焊缝不穿过螺栓孔。
- 纵向焊缝相互错开60度,双面坡口焊接。
- 两端法兰的止口内定位端面的不平行度不大于0.35mm。
- 筒体圆度及直线度不得大于3mm。
- 各螺栓孔对其公称位置在任何方向偏移均不得大于1mm。
- 钢板在使用前对板材边进行超声波探伤检查,检查宽度150mm,要求钢板质量等级不低于锻件2级质量要求。
- 筒体全部实行自动焊接,焊缝100%超声波探伤检查,应符合JB11345-89标准规定C级、检验I级。
- 筒体焊接完毕后粗加工,然后整体进入退火炉进行退火消除应力,根据加温曲线持续加温至600度,然后保温10小时,保温结束后自然冷却至200度,打开炉门,开出台车,筒体出炉冷却至室温,再进行二次精加工。
筒体的制作工艺:
1、检查来料钢板 2、钢板下料、拼接 3、刨边加工焊接坡口 4、卷板、焊接成整体 5、下料、拼接法兰,并加工焊接坡口及内圆 6、法兰与筒体钢板组队,采用自动焊接机焊接7、焊接后,对所有焊缝进行探伤检查8、整体到端面车床上加工,保证两端定位止口的同轴度及法兰端面的垂直度,加工人孔9粗加工后,热处理消除应力10、精加工止口及端面11、加工筒体上的衬板把合孔。